Dossier technique - Les travaux
|
Dossier technique - Les travaux |
Lundi
21
décembre 2013
MAD - 6 heures


Démontage de
l'axe de pied de bielle (plan 9 repčre 6) pour le réajuster ŕ la bielle
BP (plan 9 repčre 1). Jeu considérable.


Démontage de
la bielle BP (plan 9
repčre 1). en vue d'ajuster la tęte de bielle ŕ son axe (plan 9 repčre
6) et du coussinet de pied de bielle (vilebrequin).
Jeu sensible.


Démontage des
coussinets de vilebrequin pour refaire les rigoles de graissage disparue sur
le palier du milieu et le palier arričre (coté arbre d'hélice) (Plan 5
repčre 2).
Nettoyage des graisseurs (Plan 5 repčre 5).



Démontage
du vilebrequin pour en vérifier le graissage (bon état).
Le corps du vilebrequin est piqué.


Vue vers
l'arričre.

Samedi
14 décembre 2013
Jean-Marie Lemaire



Le
pied de bielle du piston HP avait un jeu énorme (1,5mm). On trouve en effet
31,4mm sur l’axe et 32,9 mm sur l’alésage en bronze du palier de
bielle. Un chemisage en bronze est donc décidé. Aprčs découpe en long d’un
jet de bronze, les deux morceaux sont soudés ŕ l’étain pour éliminer l’épaisseur
du trait de scie.


Un
dessin succinct est élaboré avec les cotes principales et le passage au
tour du jet de bronze soudé ŕ l’étain est effectué. Les passes sont
minimales car il ne faut pas chauffer le bronze afin de ne pas endommager la
soudure ŕ l’étain. (Le bronze s’usine sans huile de coupe)

Jeudi
21 novembre 2013
MAD - 4 heures


Démontage des niveaux et des
accessoires, sifflet, soupapes, vannes pour accéder aux bobines.

Mise ŕ nue de la boîte ŕ fumée complčtement oxydée ŕ cause de la
laine de roche qui retient l'humidité.
Cette isolation est ŕ proscrire, la lame d'air restant la meilleure en évitant
l'oxydation.




Échantillons de plaques
d'oxydation trouvées dans la boîte ŕ fumée et qui ont pour effet d'obstruer les tubes.



Exemple
d'obstruction de deux tubes par des plaques de rouille. Oxydation de la base
de la bobine en contact avec la laine de verre


Ramonage
des tubes de fumée avec un écouvillon de fortune mais efficace.
Ŕ prévoir l'achat d'un écouvillon diamčtre 30 mm.
Nettoyage de la grille et du cendrier. Cendre pulvérulente.


Démontage de
la plaque du trou de visite, bon état du joint. La boulonnerie n'est pas
oxydée.


L'intérieur
de la chaudičre : tubes et ciel de foyer non corrodés, seule une fine boue
due ŕ la nature de l'eau de rivičre ou canal recouvre les surfaces.
Pas de dépôt calcaire. Le traitement ŕ l'hydroxyde de soude semble
efficace.
Lundi
18 novembre 2013
Jean-Marie Lemaire


Aprčs
calage du levier de changement de marche (plan 10 repčre 11) et du levier AR
(repčre 18) avec des cales d’épaisseur, brasage des leviers sur l’arbre
de commande (repčre 12).


Aprčs
nettoyage des brasures remontage sur de l’ensemble sur les supports AV (repčre
13) et support AR (n°14). On en profite pour mettre un écrou borgne sur le
goujon M8 du papillon de blocage.


L’épaisseur
du contre écrou de la vis pointeau M8 du rattrapage de jeu de la bague
bronze de l’axe de piston HP (plan 9 repčre2) a été réduite au tour pour un
meilleur serrage.
MAD, BMN
Démontage du piston HP (Pl 10 repčre 1)
Diamčtre : 89,2 pour 89 sur le plan, extraction de la tige. Démontage de la bielle motrice
HP. Le piston est lié ŕ la bielle motrice par un emmanchement conique conforme au plan mais difficile ŕ extraire. Le
segment est ŕ remplacer.

Vendredi
17 novembre 2013
MAD - 3 heures
Démontage de la distribution BP (Pl
10)
Lundi
11 novembre 2013
MAD - 7 heures


Démontage de la ligne de
distribution HP (Pl 9 repčre
10). Démontage
coulisseau HP (Pl 9 repčre 22).

Ouverture du cylindre HP et dépose de l'écrou (plan 9). Désolidarisation de la bielle et du vilebrequin. Je n'ai pas osé désolidariser la tige du piston en bronze (emmanchement conique 20 %) Ŕ voir la prochaine fois.


Démontage
du chapeau de coulisseau HP. pour libérer la pompe auxiliaire et la bielle.
Le repčre est situé en haut.


 Démontage
de la pompe auxiliaire et de la pompe alimentaire. Bon état des pistons.
Garniture du
presse-étoupe. Démontage et nettoyage des robinets de purge.
Démontage
de la pompe auxiliaire et de la pompe alimentaire. Bon état des pistons.
Garniture du
presse-étoupe. Démontage et nettoyage des robinets de purge.

Démontage de la pompe ŕ vide. Segmentation ŕ vérifier.

Samedi
9 novembre 2013
MAD, Jean-Marie Lemaire, François Malatier (1 heure * 3)
Observation de la machine. Ouverture des boîtes ŕ tiroirs HP & BP et
observation du mouvement du tiroir, léger déréglage des admissions HP jeu du
tiroir sur sa tige.
Stratégie ŕ entreprendre : réfection de la ligne HP Démontage, prise de
cote, usinage, remontage puis idem pour la BP. Démontage du vilebrequin.
Parallčlement révision des pompes et des robinets de purges.
Ouverture du cylindre HP.
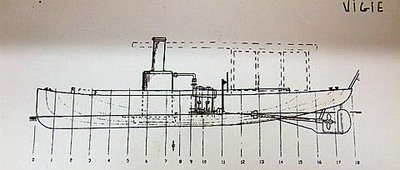
La référence des pičces se trouve ŕ technique/machine/plan/plan.htm
Il y a 12 plans numérotés de 1 ŕ 12, le plan 1 constituant la perspective
axonométrique.
Lundi
21 octobre 2013
MAD, Dom, BMN.
Dépose de la machine et grutage sur la remorque en vue transfert au Chemin de
fer des Chanteraines pour grande révision.


 Photos Dominique Martel
Photos Dominique Martel
Jeudi
12 septembre 2013
MAD, Dom, BMN.
Remplacement de la vanne d'admission par une vanne provisoire quart de tour ne
nécessitant pas la modification de la tubulure. Cette vanne sera remplacée par
une vanne vapeur lors de la grande révision cet hiver. Protection thermique de
la tubulure. Nettoyage du bateau.
Lundi
15 juillet 2013
MAD, JB, Dom, Jean-Marie Lemaire.
Expertise de la machine en marche en vue d'identifier les améliorations
mécaniques ŕ y apporter.
Jeudi
4 juillet 2013
MAD
Démontage du tuyau intermédiaire entre l'échappement HP et admission BP en
vue d'en remplacer les joints. Reprise des presse-étoupe. La tresse trop
serrée n'assure pas l'étanchéité.
Lundi
13 mai 2013
MAD, JB, DoM
Remplacement étoupe tiroirs et cylindre avec de la tresse. Point dur HP point haut. Graissage des
tiges de piston. Jeu tęte de bielle côté piston HP. Jeu dans l'axe de la pompe tęte de bielle BP.
Jeudi
4 avril 2013
JB, BMN
Prise de cote pour le gabarit de la remorque
Vendredi
22 mars 2013
MAD, JB, BMN
Peinture de la coque antifouling et oeuvres mortes



Peinture
grise



Jeudi
21 mars 2013
MAD, JB, BMN
Grattage coque et antifouling
Jeudi
7 mars 2013
MAD, JB, BMN
Vigie, les planchers, antirouilles sur les rivet coque extérieure.
28
février 2013
MAD, JB, BMN


 Manutention
et acheminement de la Vigie sur l'aire de lavage. Nettoyage de la coque et de la
bourlingue au Karcher, puis nettoyage de l'intérieur du bateau aprčs avoir
retiré les planchers qui sont ŕ consolider.
Manutention
et acheminement de la Vigie sur l'aire de lavage. Nettoyage de la coque et de la
bourlingue au Karcher, puis nettoyage de l'intérieur du bateau aprčs avoir
retiré les planchers qui sont ŕ consolider.
Nettoyage de la machine, des carlingues, des varangues et des membrures.
Garage du bateau dans le hangar mis ŕ notre disposition.
12
février 2013

Acheminement
de la Vigie ŕ la DOSTL.
Si une image de cette page vous paraissait non libre de droits, merci de m'en faire part