Dossier technique - Les travaux
|
Dossier technique - Les travaux |
Cette rubrique du "Suivi des travaux" est en chronologie inverse (depuis aujourd'hui, jusqu'au commencement des travaux)
Lundi
25 décembre 2009
DC, MAD, BMN,
Fixation du porte-rotule sur une tôle de support du pont. Cette pičce sert ŕ
maintenir la gaine du câble agissant sur la barre. Réglage de la barre
(débattement de 225 mm).

Juste sous le pont arričre, fixation du porte-rotule. La plaque rectangulaire sert ŕ régler le positionnement de la barre.
Fixation des bobines (Ř 21 mm,
long. 200 mm) sur la chaudičre.
Perçage du dôme extérieur
pour le positionner sur le haut de la chaudičre.
Démontage de la pompe de cale en vue d'en fileter les embouts (entrée-sortie).

Perçage
(6 trous de 21 mm) ŕ travers la partie supérieure de l'élément fixe du
dôme et ajustage des trous aux bobines.
Seule la partie centrale est amovible pour permettre le nettoyage des
tubes de fumée.
Cette partie entoure la cheminée.
Mardi
22 décembre 2009
DC, MAD, BMN,
Pose d 'un niveau. adaptation de la cheminée sur le dôme, Positionnement du dôme et sur la chaudičre, passage du
câble de barre.
Lundi
14 décembre
2009
JB, DC, MAD, BMN,
Divers tuyauterie et aménagement des planchers.
Lundi
07 décembre
2009
JB, DC, MAD,
BMN,
Fixation de la pompe ŕ main sur la varangue tribord et branchement de la
tuyauterie du passe-coque
ŕ la pompe ŕ vide.
Finition des lattes de calorifugeage de la chaudičre.

La pompe alimentaire manuelle est fixée, ainsi que son levier.

Raccordement du condenseur via le passe-coque
Vendredi
13 novembre 2009
MAD, BMN,
Perçage de la coque et fixation du passe-coque. Raccordement de la sortie du condenseur au
passe-coque.
Mise en forme et soudage du tuyau de diamčtre 28 mm entre l'échappement et le
condenseur.

fixation du passe-coque (intérieur)

Raccordement entre le condenseur et le passe-coque tuyau de 16.

Jonction entre les entrées du condenseur.

Raccordement entre l'échappement et le condenseur.
Lundi
9 novembre
2009
JB, DC, MAD, BMN,
Remontage et adaptation du condenseur. Montage de la tuyauterie : départ
et arrivée échappement ; passage du tuyau de retour échappement-pompe ŕ
vide.
Jeudi
3 novembre
2009
JB, MAD, BMN,
Montage de la tuyauterie d'alimentation de la machine. Tubulure en fer.

La tuyauterie d'alimentation entre la chaudičre et la machine.
Modification du condenseur par
soudage d'une pipe plongeante dans la partie basse pour ramener les condensats
ŕ la pompe ŕ vide. Soudage d'une purge en partie basse.
Adaptation du collet-battu
d'échappement.

|
Soudure de la pipe sur le condenseur. |
Mardi
3 novembre
JB, MAD, BMN,
Nomenclature de l'ensemble des pičces de
plomberie nécessaires pour les raccordements de la tuyauterie (deuxičme
version).
Démontage du condenseur en vue modifications ŕ apporter.
Lundi
2 novembre
2009
JB, MAD, BMN,
 |
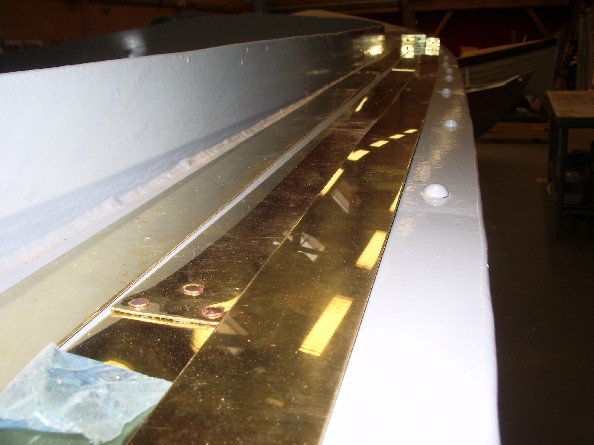
Fixation de la corde de protection de la coque. Fin de pose et aboutement des extrémités par fusion. |
Lundi
26 octobre 2009
MAD, BMN
|
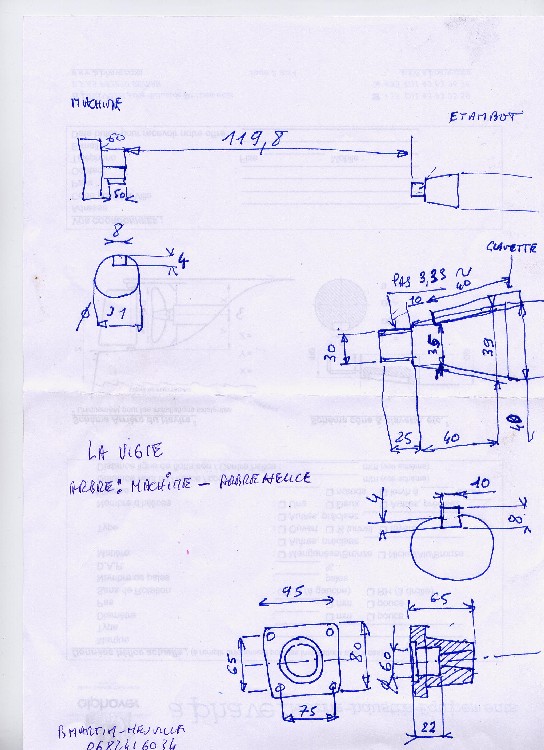
Relevé dimensionnel de l'arbre d'hélice |

|
Fixation de la corde de protection de la coque |
Mardi
20 octobre 2009
JB, DC, MAD, BMN,
Deuxičme essaie de fixation de la corde de protection autour du
pont ŕ l'aide des vis et fil de cuivre passés dans un toron. Résultats
satisfaisants
Nomenclature de l'ensemble des pičces de
plomberie nécessaires pour les raccordement de la tuyauterie.
lundi
19 octobre 2009
JB, DC, MAD, BMN,
Objectif : fixation de la corde de protection autour du pont. Perçage tous des
20 cm d'un trou de 5 mm permettant la fixation des brides en plastique.
Taraudage de trous de 4,2 mm ŕ l'avant et ŕ l'arričre, le passage d'un écrou
étant impossible ŕ l'intérieur ŕ cause des caissons. Fixation des brides.

Perçage des trous de 5 et 4,2 mm .

Taraudage pour vis de 5 mm .

Pose des brides de fixation.
Jeudi
15 octobre 2009
JB, DC, MAD, BMN,
Dominique Blaise (ancien de DNS).
Examen du dossier que nous comptons présenter ŕ l'APAVE. Rectification et
explication de la valeur du Cercle principal - fonction de la distance entre les points d'ancrage
(notes de calcul de l'épaisseur du fond, de la plaque foyčre, et plaque
de boîte ŕ fumée).
Doute sur l'épaisseur de la virole (6 mm contre 4,7 calculée)
Doute sur le matériaux utilisé (inox) ŕ vérifier si la directive Code de construction de générateur de vapeur NF 32-104
s'applique ŕ l'inox. Le choix de l'inox peut ętre un facteur bloquant ainsi
que l'utilisation d'un tube avec soudure pour la virole.
D. Blaise nous a remis d'un document analyse1.doc.
Il examine les notes de calculs et nous fait part de ses observations.
DC, MAD, BMN
Fabrication des cerclages en laiton longueur 225 cm. Montage ŕ blanc.
Réalisation des trois cerclages en laiton.
Lundi
12 octobre 2009
JB, DC, MAD, BMN
Continuation des chantiers "plancher"
Ajustage et assemblage des panneaux avant, taille des panneaux du compartiment
chaudičre et compartiment machine.

Le plancher est terminé jusqu'au compartiment machine.
et calorifugeage de la
chaudičre
Remplacement de lattes défectueuses, ajustage, montage ŕ blanc. démontage
de l'ensemble et application d'une couche de vernis.

 Application
d'une couche de vernis aprčs ajustage des lattes.
Application
d'une couche de vernis aprčs ajustage des lattes.
En parallčle Jean-Jack Gardais est en train de faire le plan des soutes ŕ eau d'aprčs nos relevé de cotes.
8 octobre 2009
JB, DC, MAD, BMN
Deux chantiers en parallčle :







6 octobre 2009
JB, DC, MAD, BMN
Tartaix achat de fourniture pour fixer le calorifugeage de la chaudičre.
Chanfrein sur les lattes de bois et vernis, découpage et perçage des entretoises.
Déplacement de la machine sur l'avant (20 cm).
29 sept 2009
JB, DC, MAD, BMN
Prise de cote en vue calorifugeage de la chaudičre et achat de fournitures.
8 sept 2009
MAD, BMN
Fin fixation de la chaudičre
Lundi
27 avril
2009
montage
de la chaudičre sur le bateau
MAD, BMN
Aprčs le repérage de la position optimale de la chaudičre lors de notre
essai de mise ŕ l'eau au bassin de l'Arsenal il ne reste plus qu'ŕ exécuter
le montage conforme au traçage. Mais déjŕ deux élément s'y opposent :
Il faut donc reculer l'emplacement de la chaudičre de 110 mm par rapport ŕ l'axe défini lors des essais.
Positionnement du cendrier
reculé de 110 mm
Positionnement de la couronne sur les carlingues et perçage de l'ensemble
couronne, cendrier, carlingues (trous de 12 mm).
Positionnement de la chaudičre et perçage des trous correspondants aux pattes
de fixation. La chaudičre est positionnée de maničre ŕ ce qu'au moins deux
trous correspondent ŕ ceux des carlingues (bâbord avant et tribord arričre)
les autres sont sur la couronne.
Boulonnage de l'ensemble.
Implantation des éléments.

Les carlingues métalliques sur lesquelles sera fixée la chaudičre. Au fond la couronne en inox, qui servira d'intermédiaire et de support de grille.

Pour le perçage, la chaudičre est repoussée vers l'avant du bateau.

Peinture haute température du cendrier.

Positionnement de la couronne en inox et fixation sur les carlingues.

Positionnement de la chaudičre côté gueulard et fixation sur la couronne.

La
porte du cendrier ne peut pas se lever ŕ cause d'une traverse métallique,
sous planches qui ont servi ŕ supporter la chaudičre pendant le perçage.
Les six trous de 12 mm sont percés, l'ensemble boulonné.

Gros plan sur le perçage, trou de gauche sur la carlingue bâbord, celui de droite sur la couronne et le cendrier.

La chaudičre et la machine positionnées définitivement.
Si une image de cette page vous paraissait non libre de droits, merci de m'en faire part
Les travaux en octobre & novembre 2008 (Blog de Midqhip)