
Dossier technique et plans
|
Dossier technique et plans |
Disposition des pistons
Ce que l'on recherche, dans un piston quel qu'il soit, c'est l'étanchéité; il doit éviter
toute fuite de vapeur.
Dans les machines primitives, on le confectionnait à garniture de chanvre
; mais on comprend que
ces garnitures soient de peu de durée ; un mois ou deux mois au plus,
surtout dans les machines à haute pression dans lesquelles elles se carbonisait.
En outre elles rayent profondément la surface du cylindre. Les garnitures de coton durent encore
moins, aussi a-t-on été conduit à employer des garnitures métalliques. Les premières étaient en quatre secteurs, avec
des coins métalliques poussés par des ressorts ; elles étaient d'une construction
délicate et ont fait place à plusieurs espèces de cache-joint; là encore on appréciait difficilement
l'élasticité des garnitures qui s'altérait avec le temps.
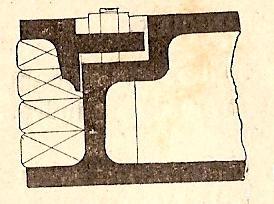
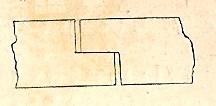
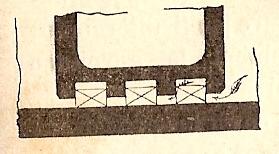
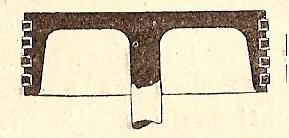
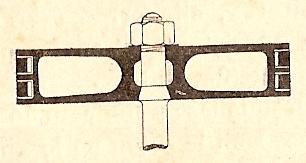
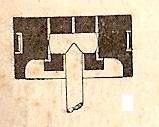
Aujourd'hui on les fait à joint en Z ou simplement selon une ligne
brisée. On pratique, dans le corps du piston une série de cannelures dans lesquelles on engage
les bagues métalliques en fonte dure ou en acier. Il faut avoir soin de
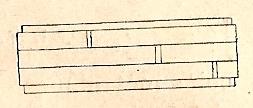
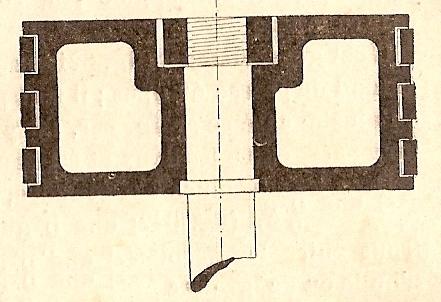
contrarier les coupures. En ce qui concerne les fuites,
le piston est souvent d'un côté, à la pression d'introduction
et, sur l'autre à celle de l'échappement ; au moment où la vapeur
arrive, elle pénètre dans la première cavité, mais avec une certaine difficulté qui fait que la pression y est
moindre. De cette cavité elle passe dans la seconde où la pression a encore diminué; et ainsi de suite, de sorte que,
s'il y a assez d'anneaux, la pression ne sera plus à la dernière, que celle de l'échappement.
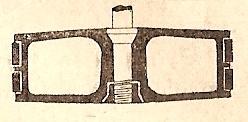
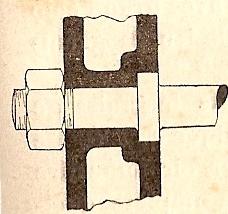
Le piston est parfois forgé avec sa tige ; on comprend qu'il soit alors assez léger et puisse convenir
à des moteurs à grande vitesse, il faut prendre le soin de tourner vers le bas la concavité de ce piston si l'on a
affaire à une machine verticale.
L'assemblage du piston 1, 2,
3, 4, et de sa tige (ou de la manivelle quand la tige est supprimée) demande de grandes précautions
car les efforts développés y sont parfois énormes.
On compte sur le fonctionnement du piston dans le cylindre pour terminer le rond absolu de ce
dernier organe; il faut cependant que l'élasticité des garnitures métalliques n'est pas
toujours en jeu au même degré pendant la marche. C'est surtout au début qu'elle intervient, puisque la surface du
cylindre n'a pas une figure exactement géométrique; il arrive même que la section n'est pas un cercle
et que les excentricités varient dans la longueur de la course.
Dans ces conditions, les frottements se produisent sur les points les moins éloignés l'un de l'autre, bientôt les
surfaces se régularisent et les réactions élastiques des garnitures perdent de leur importance; on
reconnaît que le rodage est complet à l'inspection des parois qui prennent alors un beau poli qui a
plutôt l'aspect du bruni.
Dans le cas contraire, on a des surfaces moins nettes et les parties qui ne portent pas sont marquées de taches pleines de cambouis; quand les choses en sont à ce point, la garniture frotte
sans appuyer ; on peut mettre alors des coins métalliques dans la fente de la
garniture et l'on a un piston qui se moule exactement sur la forme du cylindre.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}